
FectoVIR®-AAV
Available at research and GMP grade to intensify production of recombinant AAV rAAV viral vectors at any scale from benchtop to 2000L scale bioreactor...
![]()
![]()
In this podcast, we focus on the importance of cost modelling during process development for cost-effective AAV manufacturing. This cost-modelling analysis focuses on the transfection step, and its repercussions on the entire manufacturing process.
This case study theoretically compares 3 processes in 500 L bioreactors with FectoVIR®-AAV, PEIpro® and another commercially available PEI transfection reagent to achieve the same viral titer yield: 8,8×1018 VG needed to produce 1000 doses of Zologensma®. This table shows a synthesis of the productivity, the total number of doses per bioreactor, the cost per dose and the volume of culture per dose for each process. Costs of goods used in this study comes from an internal market study based on 51 interviews of key cell & gene therapy actors.
Interview with Maxime Dumont, Product Manager
AAV manufacturing for gene therapy comes at a high price which has direct repercussion on therapy affordability and patient access. We’ve seen this with the currently two approved AAV-based gene therapy (Luxturna and Zolgensma) which are for small patient population. On one hand we have Luxturna which requires a dose of 1 x 1011 VG and Zolgensma which requires a much higher dose of about up to 1 x 1015 VG for patient under 2. The tendencies are targeting diseases which require high viral doses, as well as targeting diseases for larger populations. There is a need to increase productivity while decreasing cost per dose in order to treat more patients.
Optimisation of the upstream production step using a next-generation transfection reagent FectoVIR®-AAV can dramatically reduce your global manufacturing cost while making your therapy more affordable.
First of all, FectoVIR®-AAV transfection reagent has been especially developed to improve AAV productivity in suspension cell culture systems. Based on our internal data that were confirmed by our customers, FectoVIR®-AAV improves AAV productivity by 2-fold compared to a manufacturing process using gold standard PEIpro®, and up to 10-fold compared to other PEI based transfection reagents.
Increased productivity is essential to reduce global manufacturing costs because it offers the possibilities to reduce bioreactor size while still producing the same amount of dose, and more interestingly produce more dose per batch with the same bioreactor size. This increased productivity has a direct impact on the number of batches per year and related cost of goods (COGs).
A cost-modelling analysis is based on having a good understanding of the entire upstream and downstream processes in order to perform simulations. For this you need to rely on existing data which are the basis for key assumptions used to develop the cost-modelling tool.
For example, the impact of increased productivity on the number of doses. Based on existing data, FectoVIR®-AAV transfection reagent gives a 2-fold titer improvement compared to our PEIpro®, when producing AAV in suspension cells. Without changing anything else in the process (same bioreactor size and batch number per year) and assuming a similar downstream recovery efficiency, it already means that at the end of the entire process, you would produce twice as many doses with FectoVIR®-AAV. Twice as many doses, means being able to treat twice as many patients per year.
The increased number of doses without higher COGs (again same bioreactor size, same number of batches per year, same downstream process) has a direct impact on the cost per dose. I’ll continue with this simple example. If you can double the number of doses produced while keeping the same COGs, it means that you will cut down the cost of a dose by half. The difference may not be so big at small scale but this cost per dose is more critical at large scale.
Let’s analyse the impact of FectoVIR®-AAV on the whole process and especially on the number of batch per year. To give a cost modelling example, I’ll base myself on close to reality assumptions (Figure 1).
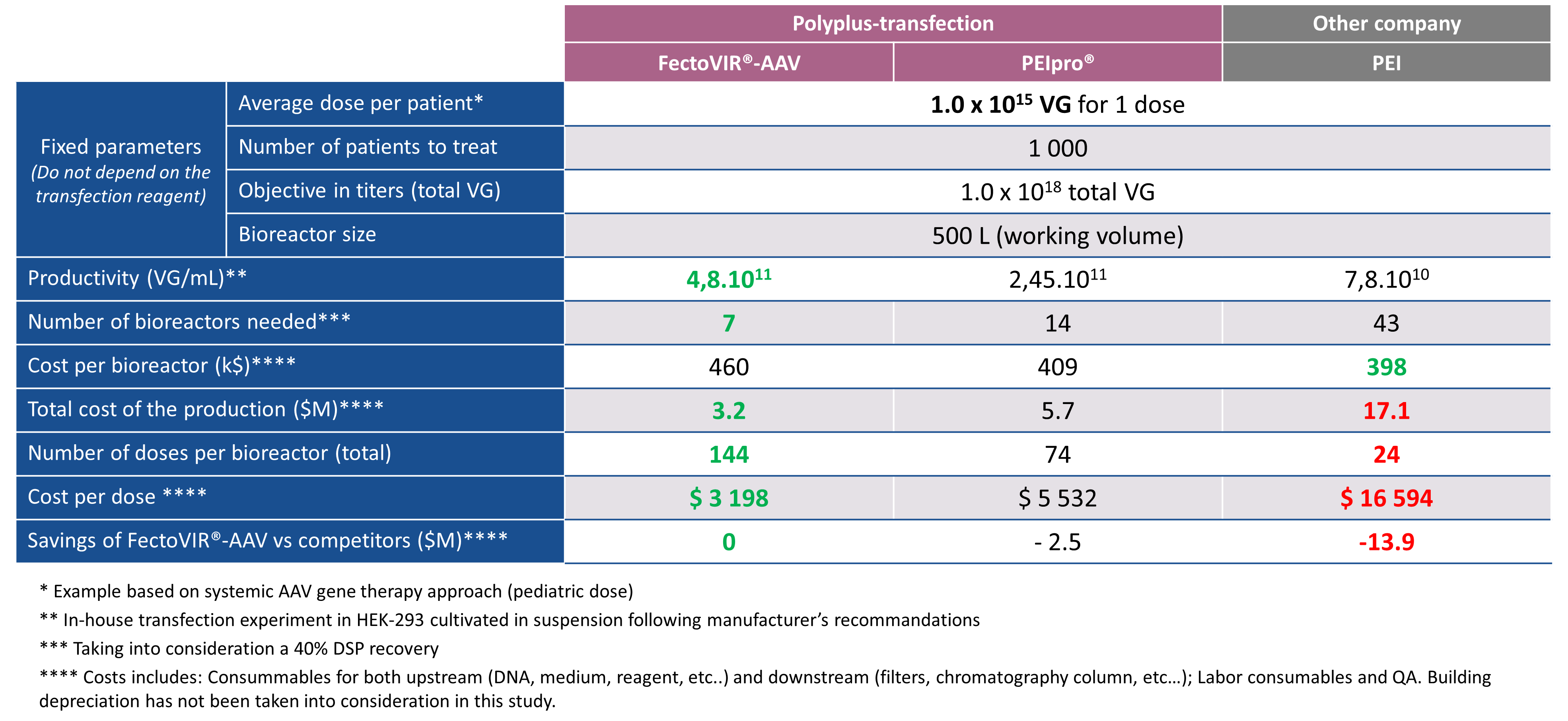
Figure 1
Based on a minimum 2-fold increase in productivity using FectoVIR®-AAV transfection reagent meaning 5 x 1011 VG/mL compared to 2.5 x 1011 VG/mL with PEIpro, you would need 7 batches with FectoVIR-AAV and 14 batches using PEIpro process to be able to produce 1000 doses.
What does it look like in terms of doses per batch? You would produce 144 doses per batch with FectoVIR®-AAV (without taking into consideration the additional doses needed for QCs) and 74 doses for the PEI-based process. In addition to COGs economics thanks to a reduced number of batches, there are additional impacts on quality controls, human resources and production handling that further decreases overall AAV manufacturing costs. The cost per dose would decrease substantially to roughly $3 200 per dose when using FectoVIR®-AAV compared to $5 500 for PEI-based process.
You can also see it differently. You would have the possibility to decrease your bioreactor size. In the case where a PEI-based process requires a 100 L bioreactor to achieve your goal in titers, you would need only a 50 L bioreactor to produce the same viral vector quantity.
FectoVIR®-AAV does not only affect the upstream process but also the downstream process and this makes the choice of the transfection reagent critical to reduce COGs. There are COGs, but of course you also need a transfection reagent that has additional attributes to make it the reagent of choice for gene therapy: scalability, flexibility and its availability at GMP grade to meet regulatory compliance. This is what makes FectoVIR®-AAV the most adapted transfection reagent for AAV gene therapy.